


【壓縮機網(wǎng)】<接上期——>
2.2 離心壓縮機修理
離心壓縮機機組應定期檢修新運行機組至少每年一次,此后應根據(jù)機組運轉(zhuǎn)的實際情況半年一次,就是在運行正常的情況下也得檢查葉輪的磨損情況和葉輪的探傷檢查,確認完全符合要求才能繼續(xù)運行。當葉片任一部位減薄量達到葉片厚度的20%或葉輪出現(xiàn)裂紋時應立即停止使用,當葉片磨損超過10%時應少于3個月檢查一次。
2.2.1 小修項目一般為檢修軸承和潤滑系統(tǒng)。
2.2.2 中修除小修項目處,應檢查聯(lián)軸器,清洗油過濾器和冷油器。
2.3.3 大修應徹底清洗機組所有零部件,并按安裝時的要求進行檢查和更換磨損的零部件。
2.2.4 機組在運轉(zhuǎn)過程中可能出現(xiàn)的故障原因及其消除方法,詳見下表。

2.2.5 特別提示:
2.2.5.1 大型離心鼓風機屬高速重載旋轉(zhuǎn)機械,在存放、安裝和檢修過程中必須謹慎細心,核心部件轉(zhuǎn)子屬柔性軸設計,因此在存放或機組較長時間不運轉(zhuǎn)時切記要定時人工轉(zhuǎn)動方向,一旦發(fā)生永久性彎曲變形是不可修復的。
2.2.5.2 轉(zhuǎn)子在使用一定時間后磨損時必然存在的,只是空氣含塵量的多少影響的程度不同而已。定期檢查轉(zhuǎn)子的磨損情況不能絲毫馬虎,對于裂紋是絕對不允許存在的,現(xiàn)場可以采用著色探傷來篩查,轉(zhuǎn)子如果磨損量較大也要及時更換,一旦撕裂將會毀掉整個機組。
2.2.5.3 對于變轉(zhuǎn)速(汽輪機或變頻調(diào)速)驅(qū)動的機組,切記要限定在設計轉(zhuǎn)速下運行。超速運行首先是原動機的功率呈3次方增加,很容易過載損壞,對于葉輪的強度也是在一定范圍內(nèi)才能有足夠的強度,超速運行葉輪就有可能撕裂而造成不可彌補的損失。
2.2.5.4 離心鼓風機的喘振現(xiàn)象是其固有屬性,它的表現(xiàn)形式是氣路系統(tǒng)的喘息而伴隨劇烈的震動。其振動烈度隨機組的大小和工藝系統(tǒng)的不同而有所不同,輕則破壞機組運行條件,重則將損壞整臺機組。因此在機組運行操作時要盡量避開小流量區(qū)域,一旦發(fā)生喘振要立即打開旁路閥門。
3 找正與安裝
3.1 壓縮機與電機的找正
壓縮機找正前,應先確定找正基準,一般應以壓縮機為找正基準。開始找正初時,應先調(diào)整壓縮機的方位和水平。
曲軸箱就位后,主軸中心線應與基礎上的墨線重合,誤差不應大于±5毫米,標高誤差不應大于±5毫米。
曲軸箱和中體的列向水平度在滑道的前、中、后三個位置上測量;均以兩端為主,中間值供參考。軸向列向水平度不應超過0.05mm/m。中體的列向水平應根據(jù)應高向氣缸側(cè)(即氣缸稍高);采用懸掛式電機或單獨立軸承的電機,應高向電動機(電動機稍高);采用雙獨立軸承的電動機,應高向壓縮機(壓縮機稍高)。找正時,曲軸箱應裝上橫梁,并應旋緊螺母。
采用剛性聯(lián)軸器的壓縮機,主軸與電動機聯(lián)軸器的徑向位移不應大于0.03mm;軸向傾斜度不應大于0.05mm/m。主軸就位后,在主軸上復查軸向水平度,不應大于0.1mm/m。
注:檢修時,應復查此值!
3.2 安裝主軸承(軸瓦)與曲軸
3.2.1 清洗軸瓦和曲軸,尤其是各部油孔,并保證在安裝中不被污染。
3.2.2 檢查軸瓦和曲軸表面有無擦傷、毛刺、尖楞、粗糙度超標現(xiàn)象,在許可范圍內(nèi)的,用金相砂紙修光。
3.2.3 若供貨單位不能提供曲軸探傷報告,應用磁粉探傷或著色探傷補探。壓縮機大修時亦應探傷。
3.2.4 安裝軸瓦前,應檢查軸承合金與鋼背結合的緊密程度,可用超聲探傷儀檢查;合金層下不應有裂紋、孔洞、重皮、夾渣、斑痕等缺陷;軸瓦內(nèi)外表面和對開面不應有劃傷、碰傷和壓傷,不影響使用的傷痕應修平。
3.2.5 安裝軸瓦,預緊軸承座螺母,檢查各主軸孔的內(nèi)徑尺寸和圓柱度是否符合要求;結合面積應大于70%,刮削痕跡應用金相砂紙仔細磨光。
3.2.6 壓縮機現(xiàn)在多用薄壁軸瓦,薄壁軸瓦的尺寸是控制瓦壁的厚度、厚薄均勻度和周向長度。內(nèi)徑50~300毫米的軸瓦,最大的周向壓縮量為周長的9~7/10000,小直徑軸瓦取大值,大直徑軸瓦取小值。最小周向過盈量為周長的4.3/10000。
在50(N/mm)×瓦背寬度(mm)×瓦背厚度(mm)的載荷下,半瓦的余面高度為內(nèi)徑的1.5/1000;100(N/mm)×瓦背寬度(mm)×瓦背厚度(mm)的載荷下,半瓦的余面高度為內(nèi)徑的1/1000。
3.2.7 裝曲軸,注意,防止曲軸刮傷軸瓦定位面,曲軸的軸向間隙為主軸頸的3/1000左右。
3.2.8 主軸瓦與曲軸徑的徑向間隙一般為主軸頸的8/10000左右。
3.2.9 旋緊軸承螺栓后,測量曲軸的開度差尤其重要,曲軸的四個位置曲柄的開度差不應大于行程的1/10000(柴油機行業(yè)規(guī)定為行程的0.6/10000),最大不應超過2/10000。
3.3 安裝連桿與十字頭
安裝前應檢查連桿體、連桿螺栓、十字頭體與十字頭銷的探傷資料,無探傷資料應補探。大修時亦應探傷。
3.3.1 應檢查連桿螺栓的螺紋質(zhì)量,螺紋牙型角應呈等腰三角形,配合松緊適中,手旋即能進退。螺栓桿身和端面應無傷痕,不影響使用的也應用細砂紙修模光亮。
3.3.2 安裝連桿大頭時,應按隨機技術資料旋緊螺母,無資料時,按螺栓伸長量為4/10000控制。
3.3.3 檢查,刮研十字頭滑板滑道的接觸面,要求接觸面達60%以上。刮研時,應邊刮研,邊檢查十字頭與滑道的間隙,以防刮偏。并應檢查十字頭滑板面軸線與十字頭體上活塞桿連接端面的垂直度。
刮研好的十字頭放在滑道上,底面四個角無間隙,上面四個角的間隙應一致。裝上連桿,穿上十字頭銷,間隙不變。連上活塞桿后間隙變化也不大。
3.3.4 新安裝的壓縮機和換過活塞支承環(huán)的壓縮機,活塞中心線應與十字頭中心線同軸。也可使活塞中心線高于十字頭中心線0.03毫米。
3.3.5 大壓縮機的曲軸頸與連桿瓦側(cè)面應預留足夠大的間隙,以防止運轉(zhuǎn)中,曲軸每米伸長0.8毫米時,曲軸頸側(cè)面偏扛連桿。
3.4 安裝氣缸
安裝前應清洗氣缸。氣缸的氣道、水道、氣閥安裝孔、注油孔、填料安裝孔應清洗干凈,并細心檢查有無機械損傷、毛刺、尖銳棱角或其它缺陷。經(jīng)檢查無誤或經(jīng)修理達到要求,可安裝填料函。
安裝時,用吊具將氣缸吊到安裝位置,輕輕對準止口,用螺栓拉進或輕敲到位后,連接緊固螺栓。
氣缸就位后,在氣缸鏡面放置水平儀,材料氣缸軸線的水平度。氣缸的水平度應與中體或滑道的水平度一致或氣缸稍高于滑道(水平度不應超過0.05mm/m),若不符合要求,應調(diào)節(jié)氣缸支撐,達到要求為止。
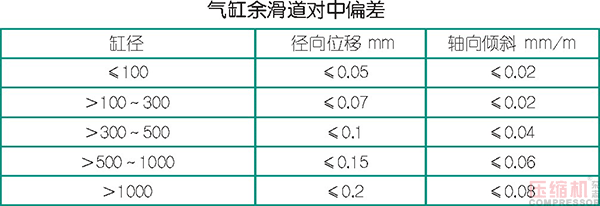
在垂直平面,氣缸與滑道的同軸度可用水平儀找正。氣缸軸線在水平方向的歪斜需借助于測量活塞桿的跳動。把磁力表座吸在活塞桿上,測量內(nèi)、外兩死點千分表的示值差,一般應不大于0.05毫米。
可用激光準直儀測量氣缸的同軸度,準確而便捷,測量精度可達0.001毫米。
3.5 安裝活塞
安裝活塞前,應先對活塞桿、活塞體和活塞環(huán)分別進行檢查。檢查活塞桿的摩擦部位有無劃痕、磕碰、波紋、棱角等現(xiàn)象。若有輕微損傷或缺陷,可用油飾或紗布修整。
活塞桿的螺紋部分非常關鍵,API618規(guī)定“應供給買方具有拋光螺紋退刀槽的滾制螺紋活塞桿”。我國ZBJ72022規(guī)定“壓縮機活塞桿與填料函接觸處的表面應在硬化處理,表面粗糙度Ra值應為0.4μ”。活塞桿螺紋、退刀槽和過渡圓角處的表面粗糙度應達到Ra 0.4μ,可采用拋光處理。
應檢查活塞桿螺紋和螺母的螺紋牙型、表面粗糙度、螺紋配合的松緊程度。螺母松動會導致撞缸,甚至活塞桿斷裂等嚴重后果。
聚四氟乙烯活塞環(huán)側(cè)向間隙=環(huán)高×0.03,開口間隙=缸徑×0.03
PEEK和聚酰亞胺活塞環(huán)側(cè)向間隙=環(huán)高×0.015,開口間隙=缸徑×0.015。
活塞環(huán)槽深度應大于環(huán)厚度0.25~0.5毫米。
測量活塞桿跳動:
連接活塞桿和十字頭后,應在氣缸接座處裝一個千分表(磁力表座吸在氣缸接座上,千分表觸頭壓在活塞桿上),分別測量活塞桿水平方向和垂直方向的跳動。水平和垂直方向的跳動不應大于0.064毫米,全行程上垂直跳動的理想值為不大于0.00015×行程。
在未裝活塞的情況下測得的跳動反映滑道、十字頭、活塞桿和十字頭連接器的制造精度和安裝精度。
安裝活塞后,由于活塞因自重下沉,測得的跳動主要反映活塞運動軸線與十字頭軸線的跳動,與氣缸安裝誤差、氣缸磨損、活塞支承環(huán)磨損、滑道與十字頭磨損有關。
冷態(tài)測得的跳動與熱態(tài)不同,熱態(tài)測得的跳動接近運行時的數(shù)據(jù)。
3.6 安裝氣閥
壓縮機的氣閥有多種形式,有網(wǎng)狀閥、環(huán)狀閥、蘑菇閥和舌簧閥等,目前用得較多的是網(wǎng)狀閥、環(huán)狀閥。
安裝氣閥前,應確定氣閥是完好的,閥片和彈簧使用壽命未超過壽命的50%,閥片的尖冷應妥善處理。閥座和升程限制器應無裂紋,閥座密封線不應有損傷。鑄鐵閥座和升程限制器發(fā)現(xiàn)裂紋應做報廢處理,鋼制的閥座和升程限制器發(fā)現(xiàn)裂紋,可采用氬弧焊、焊補,再經(jīng)車床、磨削和研磨。
氣閥彈簧放入彈簧孔內(nèi),應檢查彈簧的并緊高度是否小于彈簧孔深度1毫米。氣閥組裝后,應檢查,閥片是否靈活,可用加防銹劑的水或煤油檢查氣閥密封情況,以沒有連續(xù)泄漏為限,允許有滴狀泄漏。
準確無誤的把吸氣閥裝入吸氣閥孔,排氣閥裝入排氣閥孔。千萬不能裝錯。
氣閥安裝孔密封面有密封墊片,應把密封面的積碳,墊片殘余清理干凈,放入合格的密封墊。
閥孔蓋的螺栓螺母應謹慎旋緊,不應過度旋緊,也不能有未旋緊的松弛螺母,即相同位置的螺母旋緊扭矩要均勻,不要有松緊不一致的螺母。過度旋緊易造成氣閥損壞、閥孔蓋破裂、氣缸裂紋、密封墊產(chǎn)生冷流,而導致漏氣。下表扭矩可參考。

附錄:
1 數(shù)據(jù)表



來源:本站原創(chuàng)
【壓縮機網(wǎng)】<接上期——>
2.2 離心壓縮機修理
離心壓縮機機組應定期檢修新運行機組至少每年一次,此后應根據(jù)機組運轉(zhuǎn)的實際情況半年一次,就是在運行正常的情況下也得檢查葉輪的磨損情況和葉輪的探傷檢查,確認完全符合要求才能繼續(xù)運行。當葉片任一部位減薄量達到葉片厚度的20%或葉輪出現(xiàn)裂紋時應立即停止使用,當葉片磨損超過10%時應少于3個月檢查一次。
2.2.1 小修項目一般為檢修軸承和潤滑系統(tǒng)。
2.2.2 中修除小修項目處,應檢查聯(lián)軸器,清洗油過濾器和冷油器。
2.3.3 大修應徹底清洗機組所有零部件,并按安裝時的要求進行檢查和更換磨損的零部件。
2.2.4 機組在運轉(zhuǎn)過程中可能出現(xiàn)的故障原因及其消除方法,詳見下表。
2.2.5 特別提示:
2.2.5.1 大型離心鼓風機屬高速重載旋轉(zhuǎn)機械,在存放、安裝和檢修過程中必須謹慎細心,核心部件轉(zhuǎn)子屬柔性軸設計,因此在存放或機組較長時間不運轉(zhuǎn)時切記要定時人工轉(zhuǎn)動方向,一旦發(fā)生永久性彎曲變形是不可修復的。
2.2.5.2 轉(zhuǎn)子在使用一定時間后磨損時必然存在的,只是空氣含塵量的多少影響的程度不同而已。定期檢查轉(zhuǎn)子的磨損情況不能絲毫馬虎,對于裂紋是絕對不允許存在的,現(xiàn)場可以采用著色探傷來篩查,轉(zhuǎn)子如果磨損量較大也要及時更換,一旦撕裂將會毀掉整個機組。
2.2.5.3 對于變轉(zhuǎn)速(汽輪機或變頻調(diào)速)驅(qū)動的機組,切記要限定在設計轉(zhuǎn)速下運行。超速運行首先是原動機的功率呈3次方增加,很容易過載損壞,對于葉輪的強度也是在一定范圍內(nèi)才能有足夠的強度,超速運行葉輪就有可能撕裂而造成不可彌補的損失。
2.2.5.4 離心鼓風機的喘振現(xiàn)象是其固有屬性,它的表現(xiàn)形式是氣路系統(tǒng)的喘息而伴隨劇烈的震動。其振動烈度隨機組的大小和工藝系統(tǒng)的不同而有所不同,輕則破壞機組運行條件,重則將損壞整臺機組。因此在機組運行操作時要盡量避開小流量區(qū)域,一旦發(fā)生喘振要立即打開旁路閥門。
3 找正與安裝
3.1 壓縮機與電機的找正
壓縮機找正前,應先確定找正基準,一般應以壓縮機為找正基準。開始找正初時,應先調(diào)整壓縮機的方位和水平。
曲軸箱就位后,主軸中心線應與基礎上的墨線重合,誤差不應大于±5毫米,標高誤差不應大于±5毫米。
曲軸箱和中體的列向水平度在滑道的前、中、后三個位置上測量;均以兩端為主,中間值供參考。軸向列向水平度不應超過0.05mm/m。中體的列向水平應根據(jù)應高向氣缸側(cè)(即氣缸稍高);采用懸掛式電機或單獨立軸承的電機,應高向電動機(電動機稍高);采用雙獨立軸承的電動機,應高向壓縮機(壓縮機稍高)。找正時,曲軸箱應裝上橫梁,并應旋緊螺母。
采用剛性聯(lián)軸器的壓縮機,主軸與電動機聯(lián)軸器的徑向位移不應大于0.03mm;軸向傾斜度不應大于0.05mm/m。主軸就位后,在主軸上復查軸向水平度,不應大于0.1mm/m。
注:檢修時,應復查此值!
3.2 安裝主軸承(軸瓦)與曲軸
3.2.1 清洗軸瓦和曲軸,尤其是各部油孔,并保證在安裝中不被污染。
3.2.2 檢查軸瓦和曲軸表面有無擦傷、毛刺、尖楞、粗糙度超標現(xiàn)象,在許可范圍內(nèi)的,用金相砂紙修光。
3.2.3 若供貨單位不能提供曲軸探傷報告,應用磁粉探傷或著色探傷補探。壓縮機大修時亦應探傷。
3.2.4 安裝軸瓦前,應檢查軸承合金與鋼背結合的緊密程度,可用超聲探傷儀檢查;合金層下不應有裂紋、孔洞、重皮、夾渣、斑痕等缺陷;軸瓦內(nèi)外表面和對開面不應有劃傷、碰傷和壓傷,不影響使用的傷痕應修平。
3.2.5 安裝軸瓦,預緊軸承座螺母,檢查各主軸孔的內(nèi)徑尺寸和圓柱度是否符合要求;結合面積應大于70%,刮削痕跡應用金相砂紙仔細磨光。
3.2.6 壓縮機現(xiàn)在多用薄壁軸瓦,薄壁軸瓦的尺寸是控制瓦壁的厚度、厚薄均勻度和周向長度。內(nèi)徑50~300毫米的軸瓦,最大的周向壓縮量為周長的9~7/10000,小直徑軸瓦取大值,大直徑軸瓦取小值。最小周向過盈量為周長的4.3/10000。
在50(N/mm)×瓦背寬度(mm)×瓦背厚度(mm)的載荷下,半瓦的余面高度為內(nèi)徑的1.5/1000;100(N/mm)×瓦背寬度(mm)×瓦背厚度(mm)的載荷下,半瓦的余面高度為內(nèi)徑的1/1000。
3.2.7 裝曲軸,注意,防止曲軸刮傷軸瓦定位面,曲軸的軸向間隙為主軸頸的3/1000左右。
3.2.8 主軸瓦與曲軸徑的徑向間隙一般為主軸頸的8/10000左右。
3.2.9 旋緊軸承螺栓后,測量曲軸的開度差尤其重要,曲軸的四個位置曲柄的開度差不應大于行程的1/10000(柴油機行業(yè)規(guī)定為行程的0.6/10000),最大不應超過2/10000。
3.3 安裝連桿與十字頭
安裝前應檢查連桿體、連桿螺栓、十字頭體與十字頭銷的探傷資料,無探傷資料應補探。大修時亦應探傷。
3.3.1 應檢查連桿螺栓的螺紋質(zhì)量,螺紋牙型角應呈等腰三角形,配合松緊適中,手旋即能進退。螺栓桿身和端面應無傷痕,不影響使用的也應用細砂紙修模光亮。
3.3.2 安裝連桿大頭時,應按隨機技術資料旋緊螺母,無資料時,按螺栓伸長量為4/10000控制。
3.3.3 檢查,刮研十字頭滑板滑道的接觸面,要求接觸面達60%以上。刮研時,應邊刮研,邊檢查十字頭與滑道的間隙,以防刮偏。并應檢查十字頭滑板面軸線與十字頭體上活塞桿連接端面的垂直度。
刮研好的十字頭放在滑道上,底面四個角無間隙,上面四個角的間隙應一致。裝上連桿,穿上十字頭銷,間隙不變。連上活塞桿后間隙變化也不大。
3.3.4 新安裝的壓縮機和換過活塞支承環(huán)的壓縮機,活塞中心線應與十字頭中心線同軸。也可使活塞中心線高于十字頭中心線0.03毫米。
3.3.5 大壓縮機的曲軸頸與連桿瓦側(cè)面應預留足夠大的間隙,以防止運轉(zhuǎn)中,曲軸每米伸長0.8毫米時,曲軸頸側(cè)面偏扛連桿。
3.4 安裝氣缸
安裝前應清洗氣缸。氣缸的氣道、水道、氣閥安裝孔、注油孔、填料安裝孔應清洗干凈,并細心檢查有無機械損傷、毛刺、尖銳棱角或其它缺陷。經(jīng)檢查無誤或經(jīng)修理達到要求,可安裝填料函。
安裝時,用吊具將氣缸吊到安裝位置,輕輕對準止口,用螺栓拉進或輕敲到位后,連接緊固螺栓。
氣缸就位后,在氣缸鏡面放置水平儀,材料氣缸軸線的水平度。氣缸的水平度應與中體或滑道的水平度一致或氣缸稍高于滑道(水平度不應超過0.05mm/m),若不符合要求,應調(diào)節(jié)氣缸支撐,達到要求為止。
在垂直平面,氣缸與滑道的同軸度可用水平儀找正。氣缸軸線在水平方向的歪斜需借助于測量活塞桿的跳動。把磁力表座吸在活塞桿上,測量內(nèi)、外兩死點千分表的示值差,一般應不大于0.05毫米。
可用激光準直儀測量氣缸的同軸度,準確而便捷,測量精度可達0.001毫米。
3.5 安裝活塞
安裝活塞前,應先對活塞桿、活塞體和活塞環(huán)分別進行檢查。檢查活塞桿的摩擦部位有無劃痕、磕碰、波紋、棱角等現(xiàn)象。若有輕微損傷或缺陷,可用油飾或紗布修整。
活塞桿的螺紋部分非常關鍵,API618規(guī)定“應供給買方具有拋光螺紋退刀槽的滾制螺紋活塞桿”。我國ZBJ72022規(guī)定“壓縮機活塞桿與填料函接觸處的表面應在硬化處理,表面粗糙度Ra值應為0.4μ”。活塞桿螺紋、退刀槽和過渡圓角處的表面粗糙度應達到Ra 0.4μ,可采用拋光處理。
應檢查活塞桿螺紋和螺母的螺紋牙型、表面粗糙度、螺紋配合的松緊程度。螺母松動會導致撞缸,甚至活塞桿斷裂等嚴重后果。
聚四氟乙烯活塞環(huán)側(cè)向間隙=環(huán)高×0.03,開口間隙=缸徑×0.03
PEEK和聚酰亞胺活塞環(huán)側(cè)向間隙=環(huán)高×0.015,開口間隙=缸徑×0.015。
活塞環(huán)槽深度應大于環(huán)厚度0.25~0.5毫米。
測量活塞桿跳動:
連接活塞桿和十字頭后,應在氣缸接座處裝一個千分表(磁力表座吸在氣缸接座上,千分表觸頭壓在活塞桿上),分別測量活塞桿水平方向和垂直方向的跳動。水平和垂直方向的跳動不應大于0.064毫米,全行程上垂直跳動的理想值為不大于0.00015×行程。
在未裝活塞的情況下測得的跳動反映滑道、十字頭、活塞桿和十字頭連接器的制造精度和安裝精度。
安裝活塞后,由于活塞因自重下沉,測得的跳動主要反映活塞運動軸線與十字頭軸線的跳動,與氣缸安裝誤差、氣缸磨損、活塞支承環(huán)磨損、滑道與十字頭磨損有關。
冷態(tài)測得的跳動與熱態(tài)不同,熱態(tài)測得的跳動接近運行時的數(shù)據(jù)。
3.6 安裝氣閥
壓縮機的氣閥有多種形式,有網(wǎng)狀閥、環(huán)狀閥、蘑菇閥和舌簧閥等,目前用得較多的是網(wǎng)狀閥、環(huán)狀閥。
安裝氣閥前,應確定氣閥是完好的,閥片和彈簧使用壽命未超過壽命的50%,閥片的尖冷應妥善處理。閥座和升程限制器應無裂紋,閥座密封線不應有損傷。鑄鐵閥座和升程限制器發(fā)現(xiàn)裂紋應做報廢處理,鋼制的閥座和升程限制器發(fā)現(xiàn)裂紋,可采用氬弧焊、焊補,再經(jīng)車床、磨削和研磨。
氣閥彈簧放入彈簧孔內(nèi),應檢查彈簧的并緊高度是否小于彈簧孔深度1毫米。氣閥組裝后,應檢查,閥片是否靈活,可用加防銹劑的水或煤油檢查氣閥密封情況,以沒有連續(xù)泄漏為限,允許有滴狀泄漏。
準確無誤的把吸氣閥裝入吸氣閥孔,排氣閥裝入排氣閥孔。千萬不能裝錯。
氣閥安裝孔密封面有密封墊片,應把密封面的積碳,墊片殘余清理干凈,放入合格的密封墊。
閥孔蓋的螺栓螺母應謹慎旋緊,不應過度旋緊,也不能有未旋緊的松弛螺母,即相同位置的螺母旋緊扭矩要均勻,不要有松緊不一致的螺母。過度旋緊易造成氣閥損壞、閥孔蓋破裂、氣缸裂紋、密封墊產(chǎn)生冷流,而導致漏氣。下表扭矩可參考。
附錄:
1 數(shù)據(jù)表
來源:本站原創(chuàng)

網(wǎng)友評論
條評論
最新評論